Ontwerptips
Werkvoorbereiding van plaatwerk is heel divers. Afhankelijk van het plaatmateriaal, de eigenschappen en de toepassing kunnen verschillende aspecten afwijken. Om de werkvoorbereiding en ontwerpen van plaatmateriaal makkelijker te maken hebben wij onderstaand een aantal ontwerptips voor plaatwerk benoemd.
13 ontwerptips voor werkvoorbereiding aan plaatwerk:
- Maak duidelijke tekeningen van samenstellingen en de onderliggende delen
- Maak zoveel als mogelijk gebruik van standaard inpers- of montageonderdelen
- Plaats de maten op de tekening zodat deze in werkelijkheid ook na te meten zijn
- Gebruik waar mogelijk tulpgaten i.p.v. lasmoeren of inpersmoeren
- Kies de juiste materiaalsoort en -dikte i.v.m. sterkte, gewicht en kosten
- Voor het productieproces is het gunstig om zoveel als mogelijk met dezelfde plaat te werken
- Om kosten te besparen is het verstandig onze ponsgereedschappenlijst te raadplegen voor gatdiameters, sleufgaten, omvormingen e.d. om additionele gereedschapskosten te voorkomen
- Probeer bij producten die gevoelig zijn voor spanning, geen (of minimaal) lassen te gebruiken
- Hou bij het ontwerpen rekening met de manier waarop je onderdelen op elkaar gaat positioneren
- Hou rekening met de beperkingen van een aantal machines, bv: gaatjes niet te dichtbij de zetting
- Zorg dat de specificaties van alle nabewerkingen en nabehandelingen op de tekening staan
- Zorg dat de toleranties op tekening ook in de praktijk haalbaar zijn
- Teken alle zettingen met dezelfde buigradius
Ontwerptips voor het op elkaar positioneren van plaatwerk
Er zijn verschillende manieren om onderdelen op elkaar te positioneren voordat je ze gaat lassen. In de meeste gevallen gebeurt dit d.m.v. een lasmal. Deze methode is echter vrij bewerkelijk en kostbaar, en ook afhankelijk van de seriegrootte. Hieronder een aantal mogelijkheden die bij Koridon worden toegepast om het te vereenvoudigen en zo ook kostentechnisch een stuk interessanter maken.
Nokken
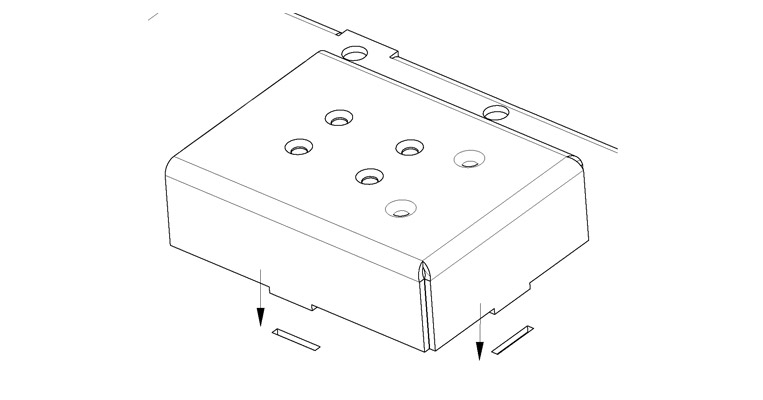
Bij deze methode wordt een nok-gat verbinding toegepast. De verbinding kan helemaal afgelast en vlak geslepen worden, zodat je er nagenoeg niets meer van terug ziet. Hou de volgende regels aan bij het ontwerpen van nokken:
- Plaats de nokken bij voorkeur niet symmetrisch, zodat je maar op één manier kan positioneren en dus minder kans op fouten hebt zie afbeelding
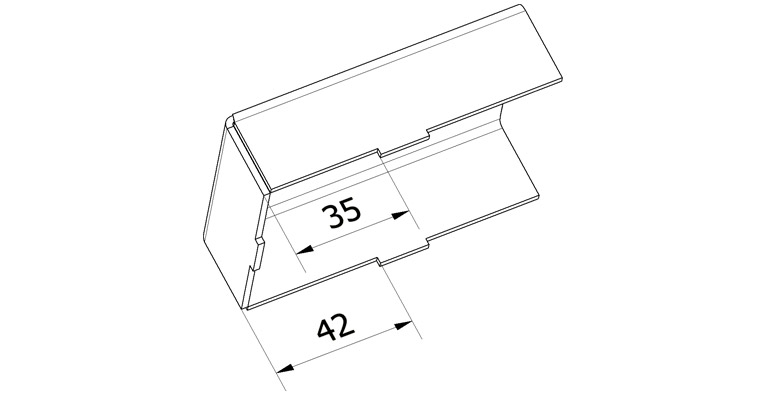
- Plaats niet meer nokken dan nodig is. Zeker als deze ook nog gelast worden in verband met het trekken van het materiaal
- De afmetingen van de sleuf en nok zie je in afbeelding
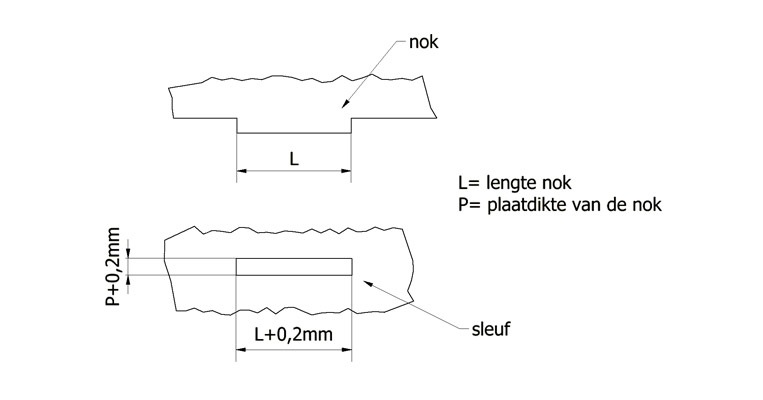
- Maak bij voorkeur de hoogte van de nok 1 mm lager dan de plaatdikte. Op deze manier is de achterzijde altijd vlak en kan je het indien nodig makkelijk aflassen
- Hou rekening met onderdelen die moeilijk te kanten zijn waar je de nokken plaatst
- Bij RVS kun je de nokhoogte even hoog maken als de plaatdikte, want daar wordt met lassen gevloeid (TIG)
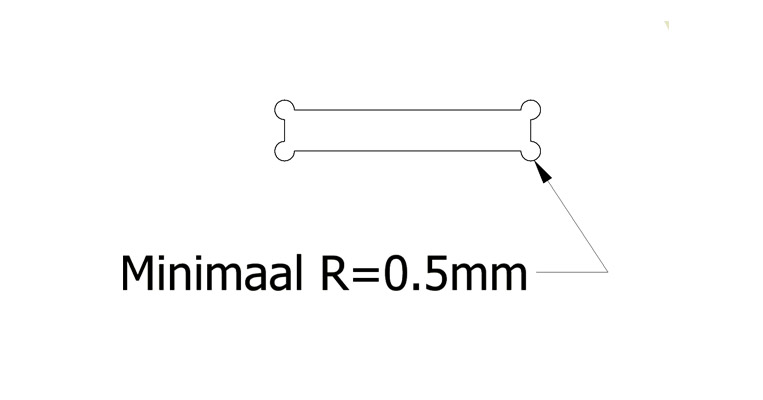
- Vanaf plaatdikte 4 mm en hoger is het aan te raden om gaten op de hoeken te maken van de sleuf-nok verbinding i.v.m. lasersnijden
Graveerlijnen
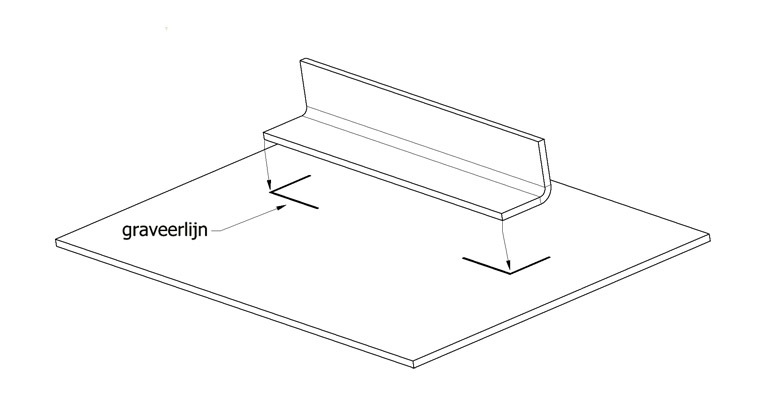
Bij Koridon is het mogelijk om met de uitslagenmachines een graveerlijn te plaatsen waarlangs je een onderdeel kan positioneren. Dit kan gebruikt worden om bijvoorbeeld te puntlassen. Hou er bij het ontwerpen rekening mee dat deze graveerlijn maar op één zijde van de plaat aangebracht kan worden.
Centreerpunten
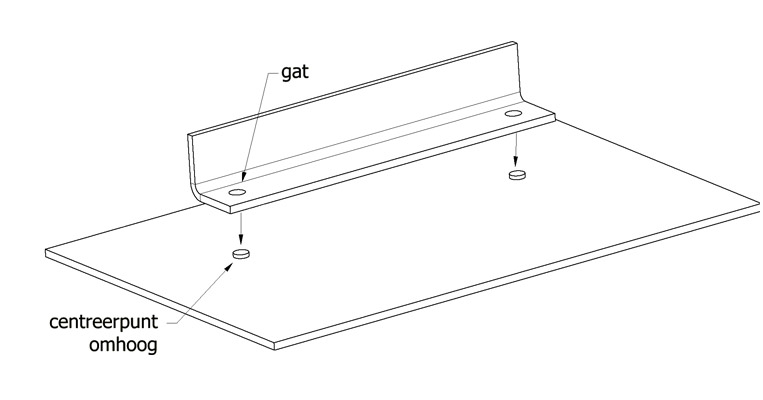
Centreerpunten worden aangebracht door ponsgereedschap, onderdeel A krijgt een centreerpunt en onderdeel B een gat. Nadeel van deze methode is dat in de onderzijde van het centreerpunt een holletje komt. Deze optie is dus niet te gebruiken bij zichtdelen.
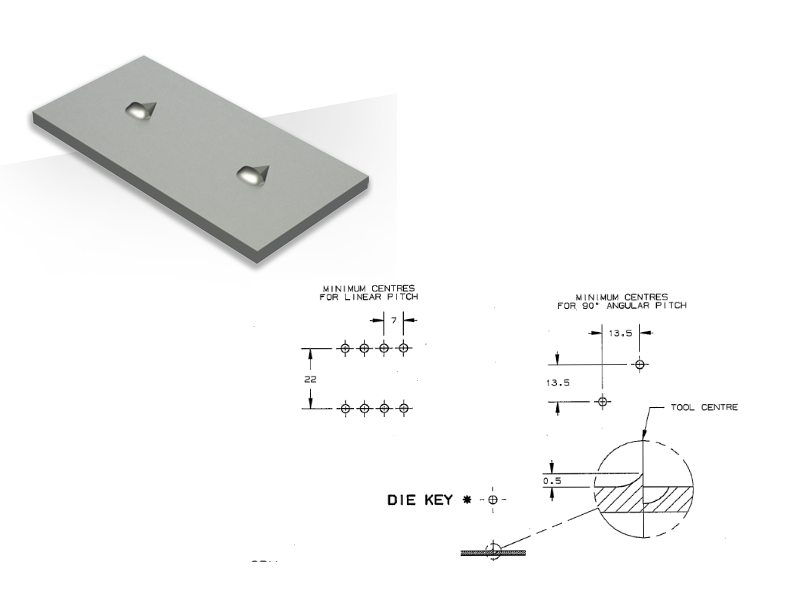
Scrape-UP Tool
Dit is een speciaal gereedschap dat een kerfje uit de bovenzijde van de plaat slaat. Hierdoor krijg je een aanslag waartegen je plaatdelen kunt positioneren voor het lassen. Dit gereedschap is de gebruiken in staal en aluminium delen. Plaatdikte van 1.5 tot 3 mm. Het voordeel van dit gereedschap is dat je aan de zichtzijde van de plaat geen vervormingen ziet.
Ontwerptips om vervormingen te voorkomen tijdens buigen
Bij het buigen(kanten) van plaatwerk kunnen er vervormingen ontstaan doordat flenzen te klein zijn gekozen of gaten en uitsparingen te dicht bij de rand van de ondermatrijs van het kantgereedschap komen.
Afschuiningen
Als een schuine kant aan het plaatwerk wordt gemaakt moet worden voorkomen dat de aanschuining door de zetting gaat lopen. Het materiaal gaat namelijk uitstulpen en vooral bij kleinere producten wil het materiaal schuin gaan trekken tijdens het buigen waardoor de maatvoering niet meer gegarandeerd kan worden.
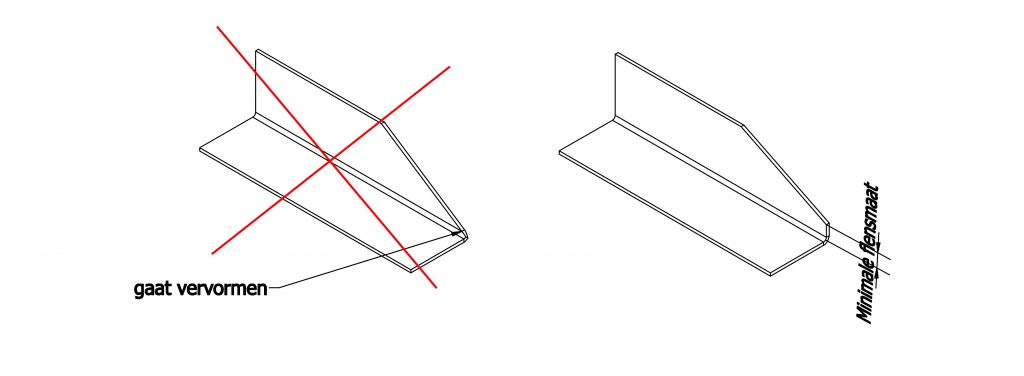
De minimale flensmaat is te berekenen in het hoofdstuk kanten.
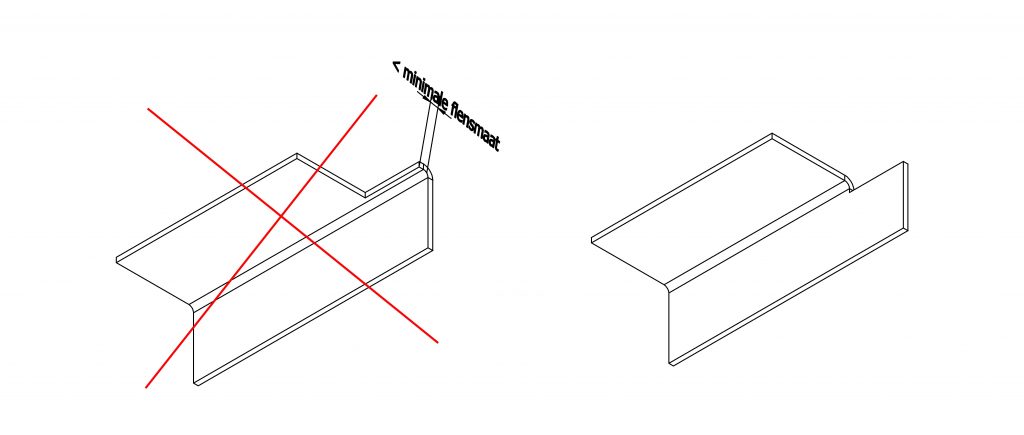
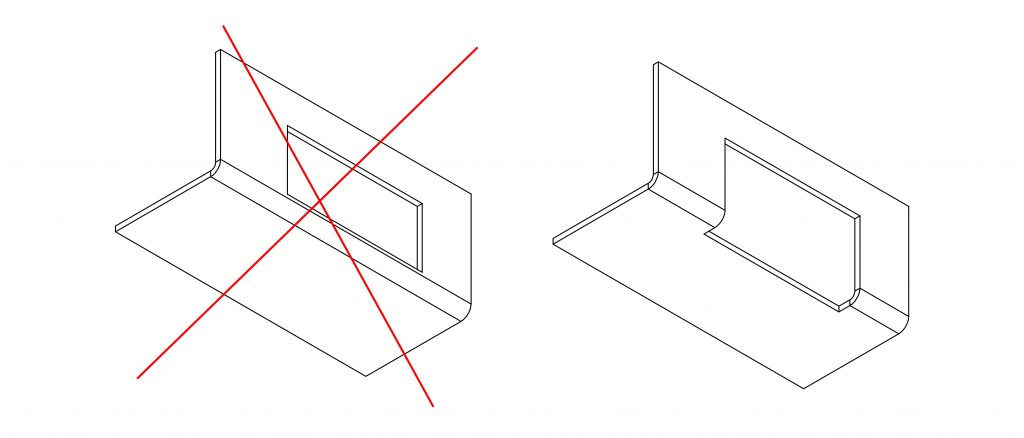
Buigingen die kleiner zijn dan technisch mogelijk
Het kan voorkomen dat een buiging kleiner moet zijn dan technisch mogelijk is, daarvoor zijn een aantal trucs om dit op te lossen. daarvan is om zoals op onderstaande afbeelding is te zien de uithoeking expres door de zetting heen te laten lopen.
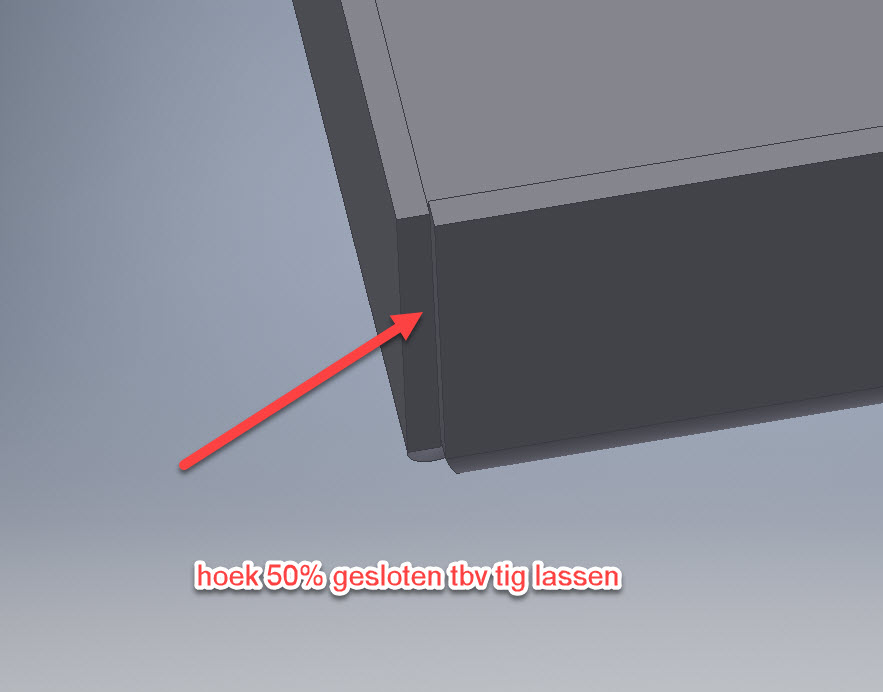
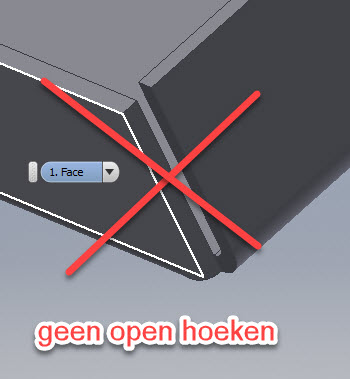
Ontwerptips lassen
Bij het maken van een hoek in plaatwerk is het raadzaam om de hoek zo te construeren dat deze zo makkelijk mogelijk te lassen is. Onderstaande hoeken zijn zeer moeilijk dicht te lassen, hier moet veel materiaal toegevoegd worden en geeft veel spanning in het product.
Deze hoeken zijn goed te gebruiken bij MIG-lasssen waarbij materiaal wordt toegevoegd.

Bij TIG-lassen waarbij alleen materiaal wordt gesmolten is het raadzaam 1 flens 50% over de andere te laten vallen zodat deze makkelijk dicht te vloeien is.