
Kanten
Kanten is het proces waarbij vlakke plaat gebogen wordt tot een 3D-model. Door de vele mogelijkheden in gereedschappen is het mogelijk om complexe onderdelen uit 1 stuk plaat te vervaardigen zonder extra onderdelen hier aan vast te lassen. De maximale lengte die bij Koridon gebogen kan worden is 3 meter.
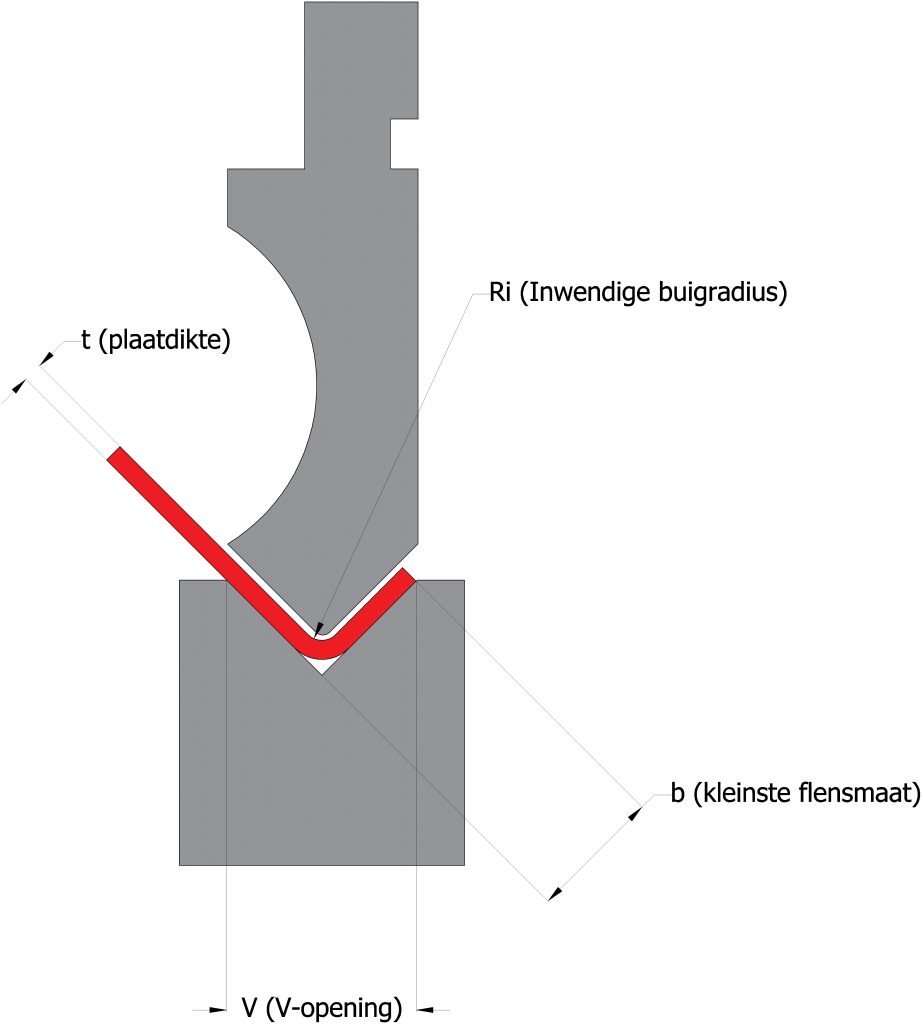
Bij het kanten wordt een bovenstempel in een ondermatrijs gedrukt met daartussen het te vormen plaatdeel. Per plaatdikte is een V-groef vastgesteld, hoe dikker de plaat hoe groter de V-groef. Bij elke V-groef ontstaat een buigradius, die wordt groter naarmate de V-groef groter wordt. Zoals in de afbeelding hieronder is te zien is er ook een minimale flenslengte nodig om de plaat te kunnen buigen, deze hangt ook weer af van de V-groef + de hoek die het gebogen plaatdeel moet hebben. Hoe scherper de hoek wordt des te groter de minimale flensmaat.
De optimale V-groef opening is afhankelijk van de plaatdikte:
- Bij plaatdiktes van 0.5-2.5 mm is het 6 x t (dus 6 x de plaatdikte)
- Bij plaatdiktes van 3.0-8.0 mm is het 8 x t
- Bij plaatdiktes van 10 mm is het 10 x t
- Bij plaatdiktes groter dan 12 mm is het 12 x t
Nu is er bij Koridon vastgelegd welke dikte op welke V-groef wordt gezet. Zie de onderstaande tabel.
Tabel V-groef met bijbehorende inwendige buigradius.
| Plaatdikte | V | Ri |
|---|---|---|
| 0,5mm | 6 | 1 |
| 0,8mm | 6 | 1 |
| 1,0mm | 6 | 1 |
| 1,5mm | 10 | 1.6 |
| 2,0mm | 12 | 1.9 |
| 2,5mm | 16 | 2.7 |
| 3,0mm | 16 | 2.7 |
| 4,0mm | 32 | 5 |
| 5,0mm | 32 | 5 |
| 6,0mm | 50 | 7.9 |
| 8,0mm | 63 | 9.9 |
| 10,0mm | 63 | 9.9 |
Minimale hoogte van een zetting
Dit is dus minimale flenshoogte uit bovenstaande tabel.
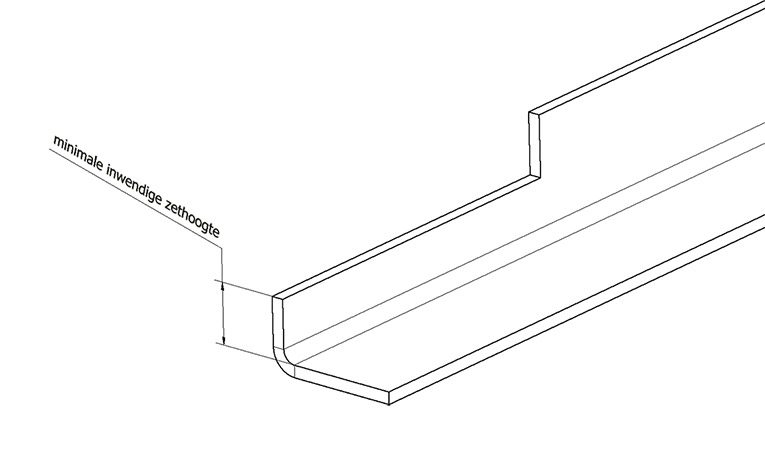
De minimale inwendige hoogte van de zetting is te berekenen aan de hand van de volgend formules:
| Zethoek (graden) | 165 | 135 | 120 | 90 | 60 | 45 | 30 |
|---|---|---|---|---|---|---|---|
| Beenlengte | (0.51xV)-t | (0.55xV)-t | (0.58xV)-t | (0.71xV)-t | (1xV)-t | (1.31xV)-t | (1.94xV) -t |
Voorbeeld: Bij 2 mm staal is de V-Groef V=12, dus bij een 90 graden zetting : (0.71*12)-2 = 6.52 mm.
Bij 3 mm staal is de V-groef V=25, dus bij een 60 graden zetting : (1*25)-3 = 22 mm.
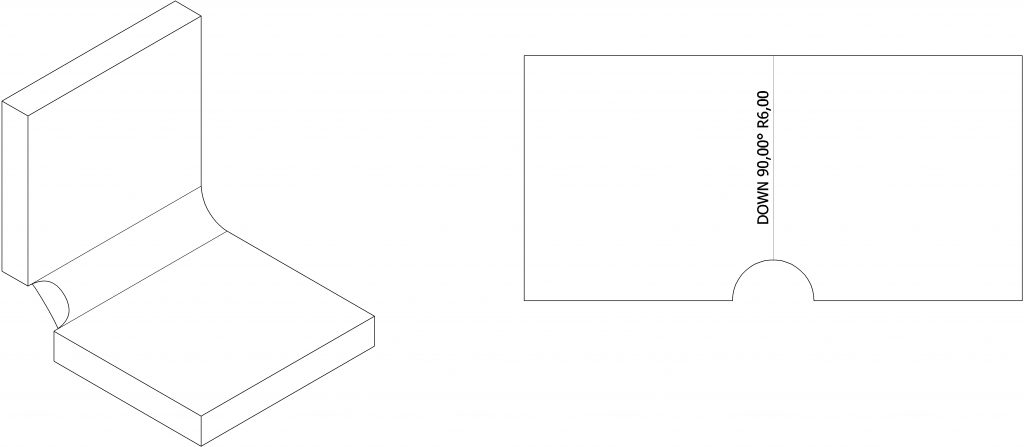
Minimale afstand van gat/uitsparing tot de zetting
Als een gat of uitsparing te dicht bij de zetting zit, kan deze tijdens het kanten vervormen/uitstulpen.
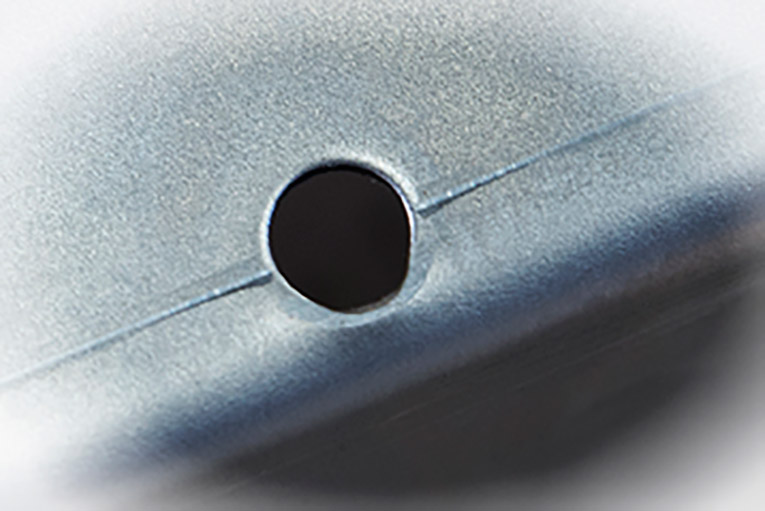
Dit is natuurlijk niet altijd gewenst. Om het vervormen van gaten en sleuven bij het kanten te voorkomen moet dezelfde formule gebruikt worden als hierboven dus de inwendige maat van de zetting tot te rand van het gat.
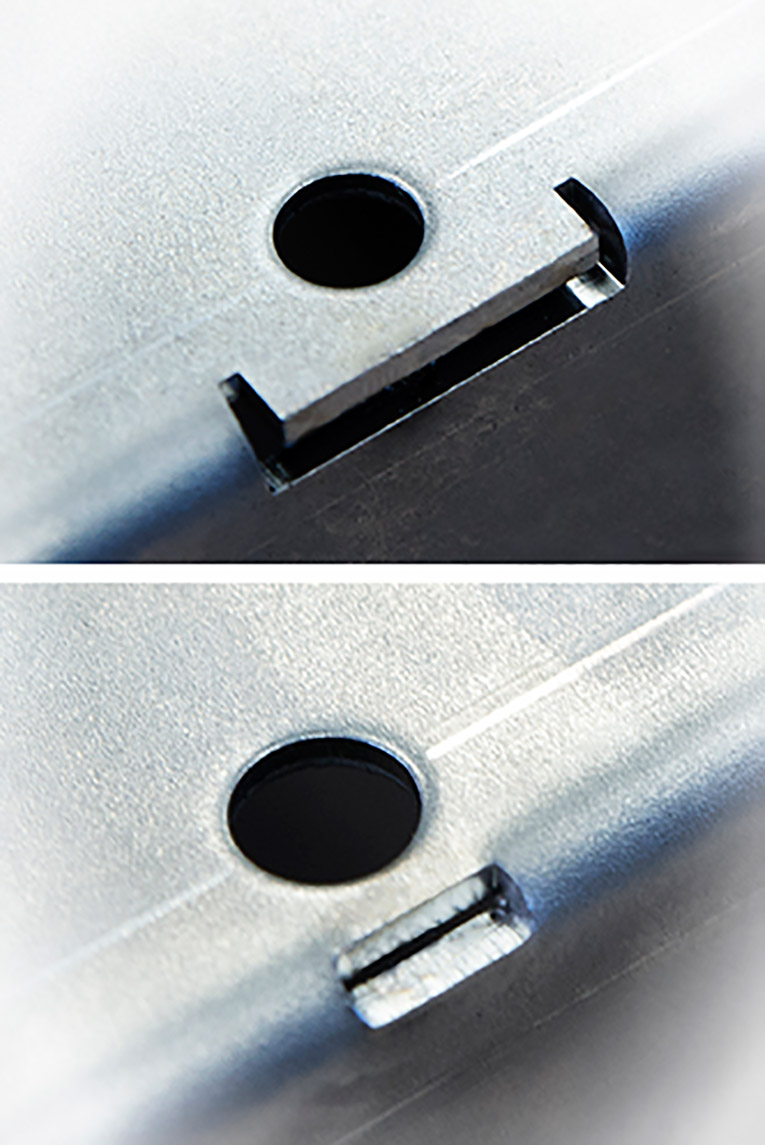
Als het gat wel dichterbij de zetting moet dan is er de mogelijkheid om in de zetting een snee te maken die net zo breed is als het gat, zo blijft het gat mooi vlak en rond (onderste foto) of zoals op de bovenste foto waar een stuk om het gat is weggehaald.
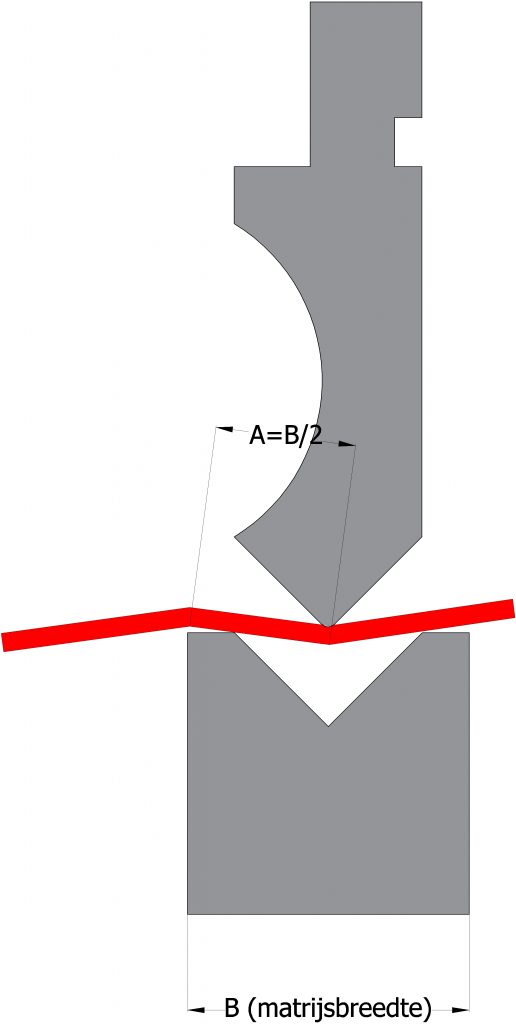
Joggels
Een joggel bestaat uit 2 flauwe zettingen waardoor vaak 1 plaatdikte verschil gemaakt kan worden waardoor 2 plaatdelen met elkaar verbonden kunnen worden.
Maat A is hierbij afhankelijk van de breedte van de ondermatrijs.
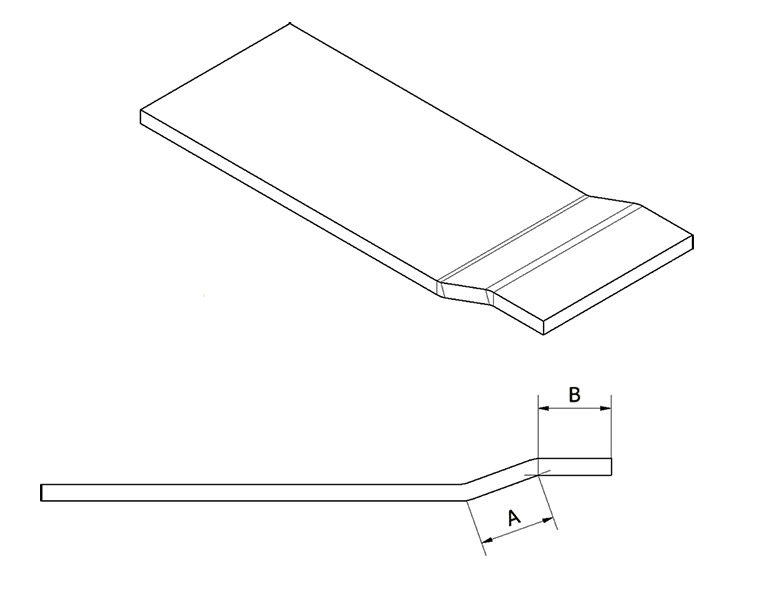
In onderstaande tabel staan de breedte van de ondermatrijzen vermeld.
| V (V-opening) | B (breedte ondermatrijs) |
| 6 | 14 |
| 8 | 14 |
| 10 | 15 |
| 12 | 17 |
| 16 | 21 |
| 25 | 30 |
| 32 | 60 |
| 40 | 60 |
| 63 | 80 |
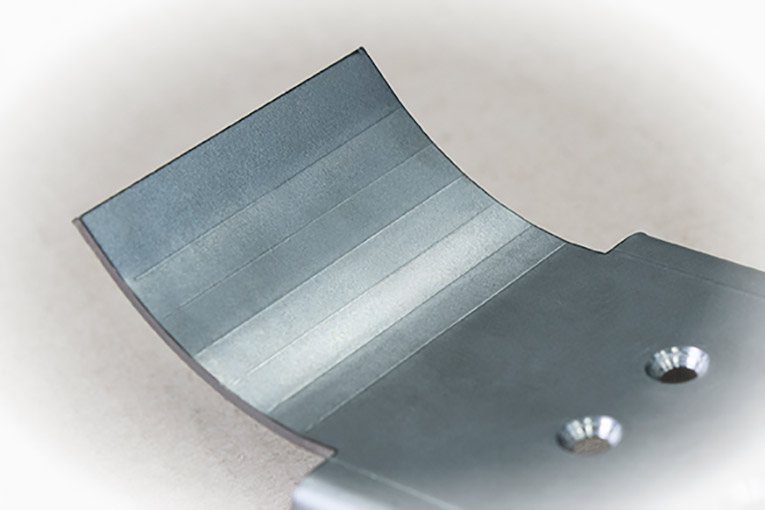
Grote radiussen
Om grote radiussen te kunnen kanten heeft Koridon een aantal radius gereedschappen in het assortiment met verschillende lengtes. Een andere mogelijkheid om grote radiussen te kanten is facetbuigen. Hierbij worden, op kleine afstand van elkaar, zettingen gemaakt die samen de radius vormen. Nadeel hierbij is dat het niet op te grote lengtes kan en de zettingen zichtbaar blijven.
Insnoeren
Bij het buigen van plaat gaat vooral bij grotere diktes het materiaal ter plaatse van de zetting insnoeren, met het gevolg dat materiaal naar buiten gaat staan, zie foto:
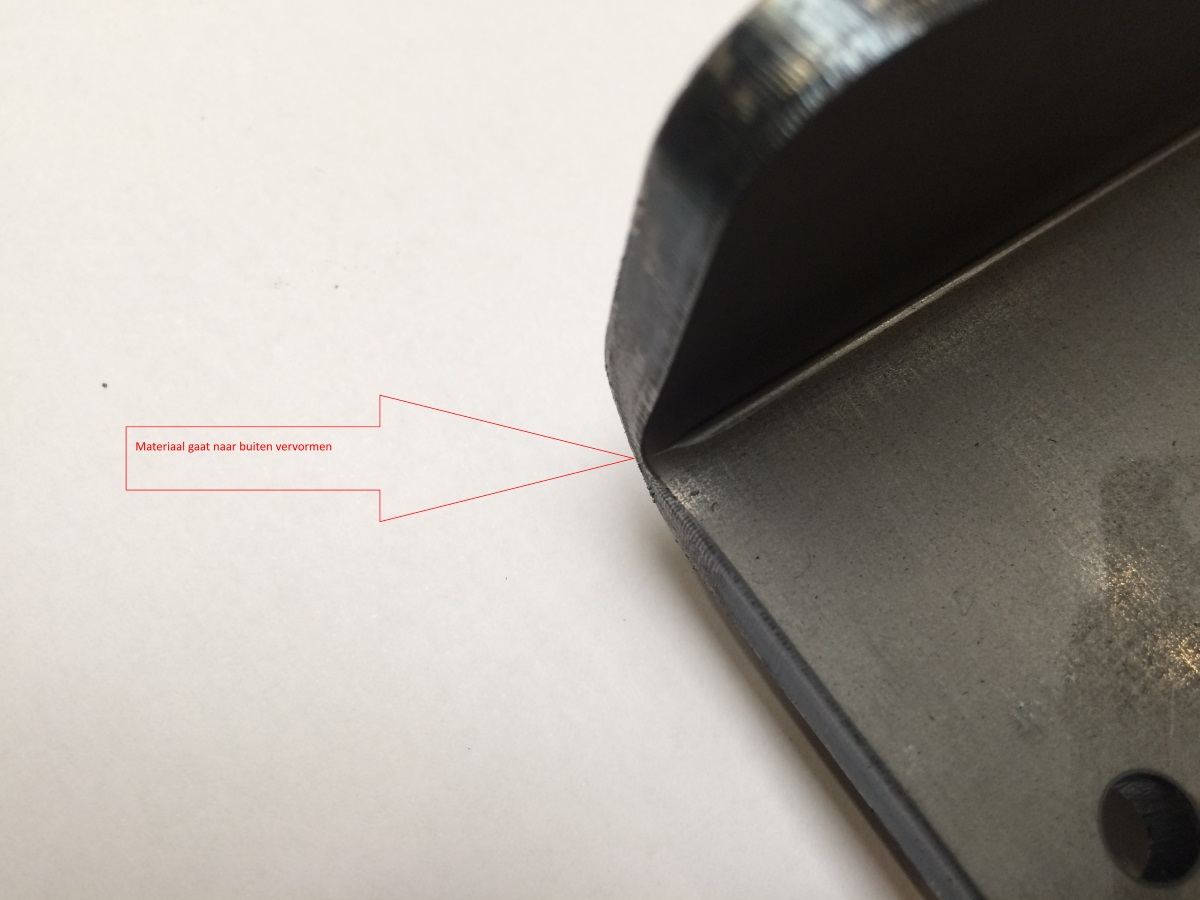
Als hier niets tegen aan gelast of gemonteerd moet worden is dat geen probleem, mocht dat wel zo zijn dan moet dit ofwel vlak geslepen worden of je kunt hier rekening mee houden met de uitslag door ter plaatse van de zetting een uitsparing te maken, zie afbeelding:
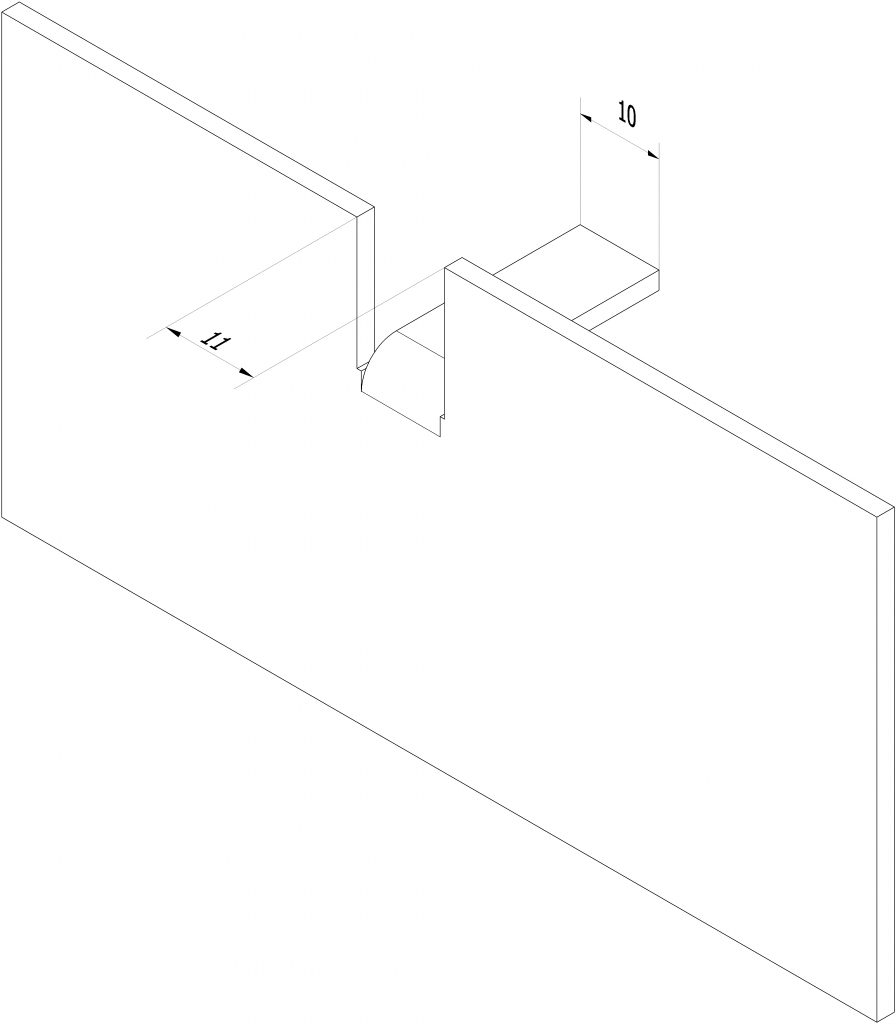
Kleinste kantlengte
Bijna alle ondermatrijzen en messen zijn er in gedeelde uitvoering, dit betekent dat alle lengtes te maken zijn te beginnen bij 10 mm oplopend met 5 mm per stap. Dit houd dus wel in dat de kleinst te kanten lengte ca. 11 mm is in verband met een tolerantie voor de vrijloop tegen de ondermatrijs, zie afbeelding:
Maximale hoogte zettingen
De maximale hoogte van zettingen is afhankelijk van het kantmes. De maximale hoogte van een bak die Koridon kan zetten is 280 mm.
Bij het zetten van u-profielen is de basisregel dat de basis maat nooit kleiner mag zijn als de hoogte van het u-profiel.
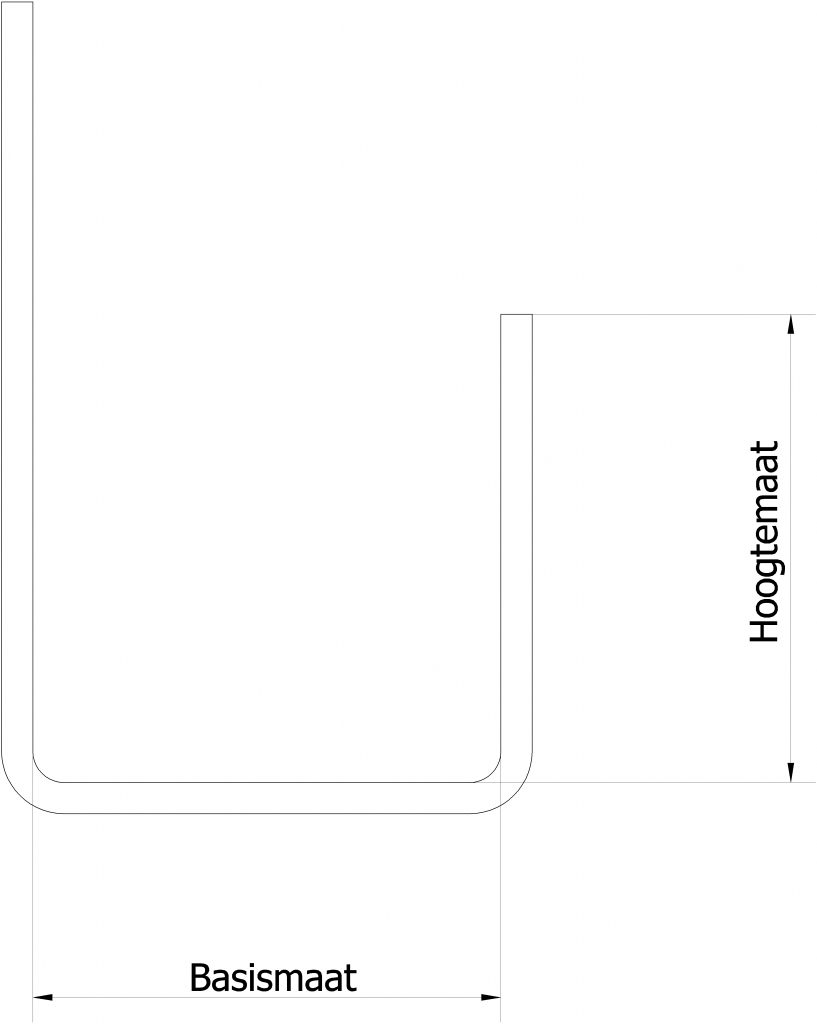
Door het groot arsenaal aan speciaal kantgereedschappen kan daar vaak van afgeweken worden.
Laat u informeren over de mogelijkheden.
Zoals op bovenstaande afbeelding is te zien dat de hoogte bij u-profielen bepaald wordt door het bovengereedschap. In dit geval is er een goose-neck gereedschap gebruikt waarbij de hoogte inwendig 40 mm is en de breedte 20 mm.
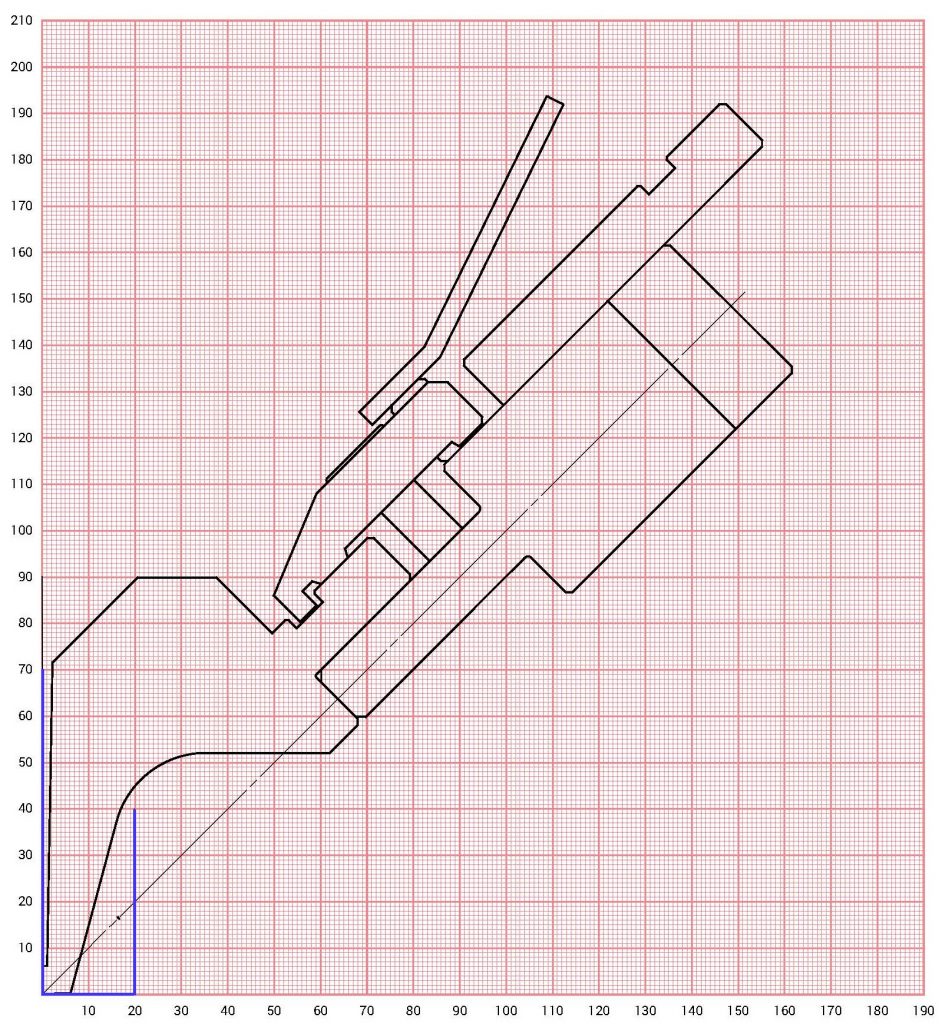
Toleranties
Maattoleranties
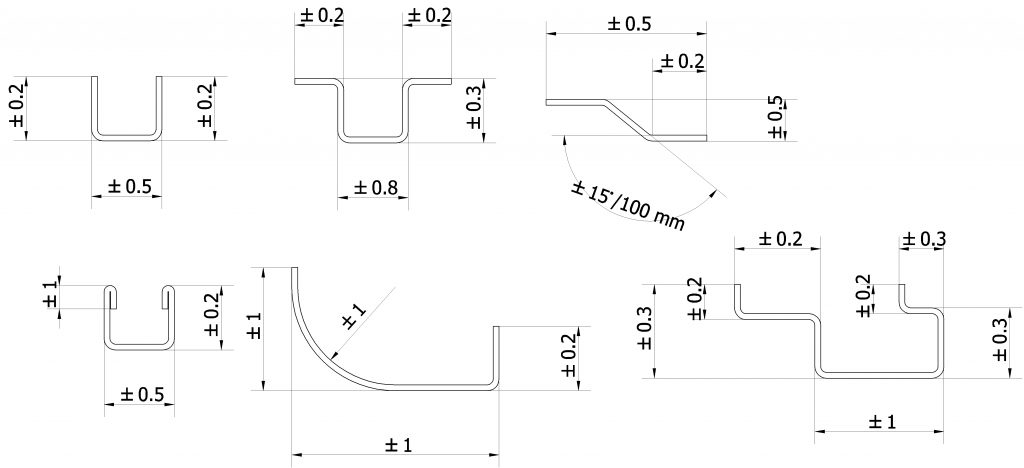
Standaard hanteert Koridon de toleranties volgens din 2768-M, echter bij het kanten ontstaat er een optelling van toleranties. In onderstaande afbeelding is te zien welke toleranties haalbaar zijn bij de verschillende buigvormen.
Hoektoleranties
Bij het kanten van plaatwerk is een standaard hoeknauwkeurigheid te halen van +/- 0.5 graad. Afhankelijk van materiaalsoort en geometrie zijn nauwkeurigere toleranties mogelijk. Neem hiervoor contact met ons op om te bespreken wat mogelijk is.



