
Ponsen
Ponsen gebeurt volautomatisch met de TruMatic 7000, een zeer moderne pons-lasercombinatie. Deze machine kan volledig geautomatiseerd ponsen en is voorzien van een systeem waarmee het een flinke voorraad plaatmateriaal op kan slaan en bewerkt materieel eenvoudig kan sorteren.
Met deze volautomatische ponsmachine kunnen wij 24 uur per dag ponsen. Hierbij is enkel bij het laden en lossen van de machine één van onze medewerkers benodigd. Verder gaat het ponsen volledig geautomatiseerd verder, waarbij voorgeprogrammeerde werkorders uiterst nauwkeurig en betrouwbaar worden uitgevoerd. Het maakt hierbij niet uit of wij staal, roestvaststaal of aluminium moeten ponsen.
Naast ponsen kan de Trumatic ook worden gebruik om plaatmateriaal te lasersnijden, tappen, soevereinen en zelfs kleine zettingen te maken. Tijdens het ponsen en lasersnijden van plaatmateriaal beweegt de Trumatic 7000 het plaatmateriaal, in plaats van de snij-/ponskop. Deze machine kan plaatmateriaal ponsen en lasersnijden tot een maximale afmeting van 3.000 x 1.500 mm.
Onderstaande plaatdiktes kunnen bewerkt worden:
- Staal: max. 8 mm
- RVS: max. 6 mm
- Aluminium: max. 4 mm
Waarom een pons-lasercombi?
- Bij grotere aantallen is ponsen goedkoper
- Best of both worlds
- Producten die getapt of gesoevereind moeten worden kunnen in 1 keer afgemaakt worden
- Vormgereedschappen
- Producten worden gesorteerd op pallets
Om goede kwaliteiten te kunnen garanderen werkt Koridon uitsluitend met laserkwaliteit plaatmateriaal. Er wordt gesneden met stikstof en zuurstof, afhankelijk van het materiaal en de nabehandeling. Bij het snijden met zuurstof in staal ontstaat er een oxidehuid aan de snijkant, iets wat bijvoorbeeld niet gewenst is bij het poedercoaten.
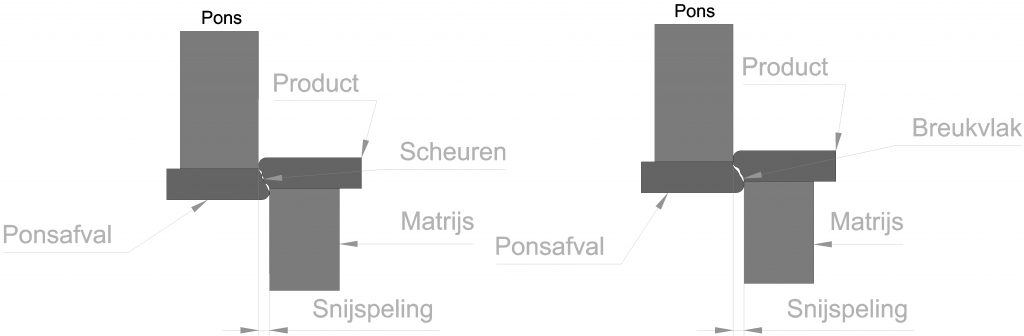
Bij het ponsen wordt een pons in het materiaal gedrukt waardoor een vervorming ontstaat een de bovenzijde van de plaat. Vervolgens ontstaat een gedeelte dat gesneden wordt om vervolgens als laatste stuk uit te breken uit de plaat. Het gevolg hiervan is dat de gatmaat aan de bovenzijde van de plaat de maat van de pons heeft en de onderzijde de maat van de ondermatrijs. De snijspeling van de ondermatrijs bepaald dus de maat aan de onderzijde. Als regel kan aangehouden worden dat de snijspeling 20% van de plaatdikte is. Dus als voorbeeld een gat rond 10 wordt in 1.5 mm staalplaat aan de bovenzijde 10 mm en aan de onderzijde 10.3 mm. Aan het eind van deze pagina staat een downloadlink naar onze standaard ponsgereedschappen en vervormingsgereedschappen.
Tulpgaten

Een groot voordeel van onze TruMatic 7000 lasersnijmachine is dat deze tulpgaten kan aanbrengen. Er wordt eerst een kraagje gevormd waardoor je 2x de plaatdikte krijgt en daarna wordt het gat getapt. Tulpgaten zijn een mooi alternatief voor bijvoorbeeld inpers- of lasmoeren. Als je gebruik wilt maken van deze tulpgaten dien je dit op tekening aan te geven naar welke zijde de kraag gevormd mag worden. Standaard worden tulpgaten naar boven gevormd, naar beneden is wat moeilijker i.v.m. transport van de plaat over de machine. Naar beneden vormen is beperkt tot M6 terwijl naar boven tot M10 mogelijk is.
| Gereedschap | Staal | RVS | Aluminium |
|---|---|---|---|
| Tulpgat M3 | 1 t/m 2mm | x | 1 t/m 2mm |
| Tulpgat M4 | 1 t/m 2.5 mm | Op aanvraag | 1 t/m 2.5 mm |
| Tulpgat M5 | 1 t/m 3 mm | Op aanvraag | 1 t/m 3 mm |
| Tulpgat M6 | 1 t/m 3 mm | Op aanvraag | 1 t/m 3 mm |
| Tulpgat M8 | 1,5 t/m 3 mm | Op aanvraag | 1.5 t/m 3 mm |
| Tulpgat M10 | 1,5 t/m 3 mm | Op aanvraag | 1,5 t/m 3mm |
Vervormingen
Met de combimachine zijn ook prima vervormingen in plaat aan te brengen. Wij maken gebruik van een actieve matrijs wat inhoud dat wij ook kunnen vervormen vanaf de onderzijde van de plaat naar boven. Dit heeft als voordeel dat er rond de vervorming die aangebracht wordt geen deuken in de plaat komen. Aan de onderzijde van deze pagina staat een downloadlink met de huidige vervormingsgereedschappen die wij hebben. Mocht u een andere vervorming willen dan kunnen wij altijd adviseren welk gereedschap daarvoor nodig is en in overleg met onze gereedschapsmakers daar een speciaal gereedschap voor maken.
Souvereinen
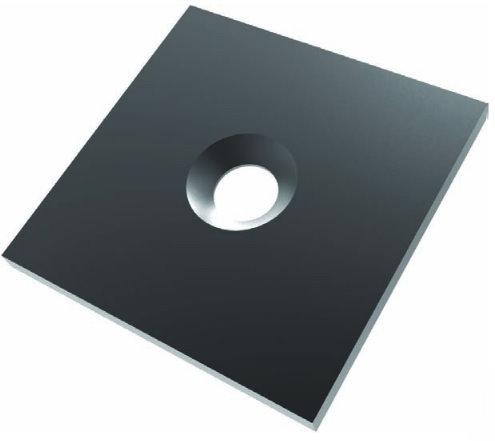
Ook is het mogelijk een verzonken gat in de plaat te “ponsen”. Hierbij wordt eerst een groter gat voor geponst en met een vervormingsgereedschap wordt het materiaal naar binnen “gevloeid”. Om het op deze wijze te doen is enorm kostenbesparend ten opzichte van dit met een verspanende bewerking te doen. Het scheelt ook een stap in het productieproces. Er zijn echter een aantal restricties. Zo kan de diepte van de verzinking maximaal 75% van de plaatdikte zijn. De gaten mogen niet te dicht bij een rand zitten in verband met vervorming van de plaatrand (dit gaat weer niet op als het buitencontour als laatste bewerking wordt gedaan). De gaten mogen niet te dicht bij elkaar zitten omdat anders de plaat krom wordt. En tenslotte als het bij aluminium wordt gebruikt kan het daarna niet meer geanodiseerd worden (er ontstaat een verkleuring rondom de verzinking). Deze bewerking is met name goed geschikt in staal en aluminium, in roestvaststaal zijn de mogelijkheden wat beperkter. Hieronder de lijst met souverein gereedschappen die wij tot onze beschikking hebben.
| Diameter (bovenzijde plaat) | hoek | plaatdikte | gereedschapnummer |
|---|---|---|---|
| 3.5 | 90 | 1 | 111799910 |
| 5 | 90 | 1.5 | 83513430 |
| 6 | 90 | 1.5 | 83513420 |
| 6 | 90 | 2 | 102318610 |
| 6.2 | 90 | 1.5 | 115653820 |
| 6.5 | 90 | 3 | 80655930 |
| 6.6 | 90 | 1.25 | 124967210 |
| 7 | 90 | 3 | 83548910 |
| 7 | 90 | 1.5 | 95811910 |
| 7 | 90 | 2.5 | 108226110 |
| 7.5 | 120 | 2 | 90775810 |
| 7.5 | 90 | 3 | 96747610 |
| 8 | 90 | 2 | 87129510 |
| 8 | 90 | 2 | 83548920 |
| 8 | 90 | 1.5 | 83513440 |
| 8.5 | 90 | 3 | 83540910 |
| 8.7 | 120 | 1.25 | 124967220 |
| 8.8 | 90 | 3 | 835409 |
| 8.9 | 90 | 2 | 83413210 |
| 9 | 90 | 2 | 83413220 |
| 9.2 | 90 | 3 | 87137010 |
| 9.2 | 90 | 1.5 | 115653810 |
| 9.5 | 90 | 3 | 14760760 |
| 10 | 90 | 1.5 | 83513410 |
| 10 | 90 | 2 | 110706510 |
| 10.5 | 90 | 4 | 100729110 |
| 10.85 | 90 | 3 | 80655910 |
| 11 | 90 | 5 | 108193070 |
| 11.5 | 90 | 3 | 87137020 |
| 12.7 | 90 | 3 | 14350350 |
| 12.7 | 90 | 5 | 124837110 |
| 14 | 90 | 3 | 97405710 |
| 17 | 90 | 4 | 118953910 |
Roltechnologie
Een ander mogelijkheid van vervormen is door middel van roltechnologie. Hierbij wordt gebruikt gemaakt van een onder en bovenrol die aangedrukt wordt op de plaat en vervolgens beweegt de plaat door het gereedschap. Door deze technologie kunnen offset randen, verstevigingsrillen en kerfranden worden gemaakt. Bekijk hier de video van Wilson Tool.
Deze roltechnologieën hebben wij in huis:
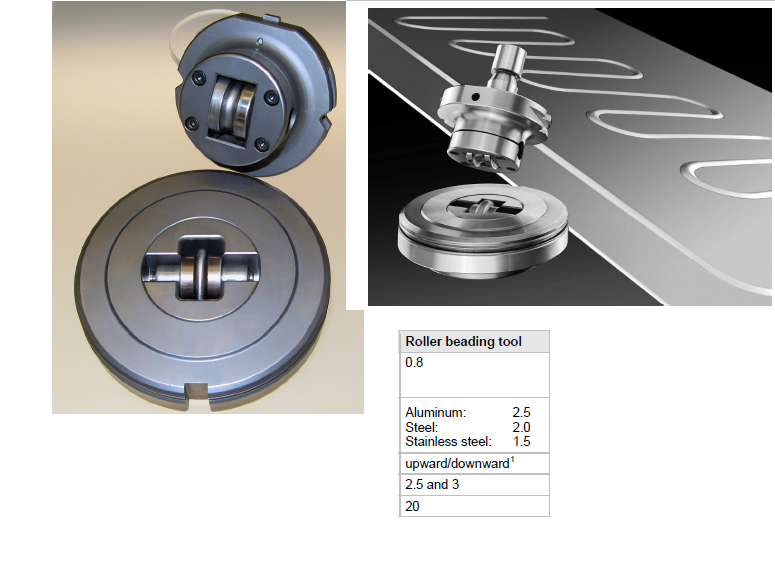
Roller Beading Tool
Hierbij een een halfrond profiel naar boven vervormd. Dit is geschikt van 1.5 – 2.5 mm dikte (afhankelijk van het materiaalsoort). De hoogte is ca 2.5-3 mm. De minimale radius die gerold kan worden is 20 mm.
Roller Offset Tool

Bij dit gereedschap wordt een verzet gemaakt in de plaat. In aluminium geschikt van 0.8-2.5 mm, in staal 0.8-2 mm en in rvs 0.8-1.5 mm. De minimale radius die gerold kan worden is 25 mm.
Kogel Ontbraam gereedschap
Bij dit gereedschap worden twee kogelpotten onder en boven tussen de plaat geklemd. Bij deze bewerking wordt de ponsbraam in elkaar gedrukt en krijgen je een mooi afgewerkte braamloze snijkant. Bekijk hier meer over kogel ontbraam gereedschap.
Graveren
Bij dit gereedschap zit aan de onderzijde een kogelpot en aan de bovenzijde een diamantpunt. Hiermee kunnen wij teksten en logo’s graveren in de plaat. Deze gravering blijft goed zichtbaar na trommelen en stralen van producten.



